- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

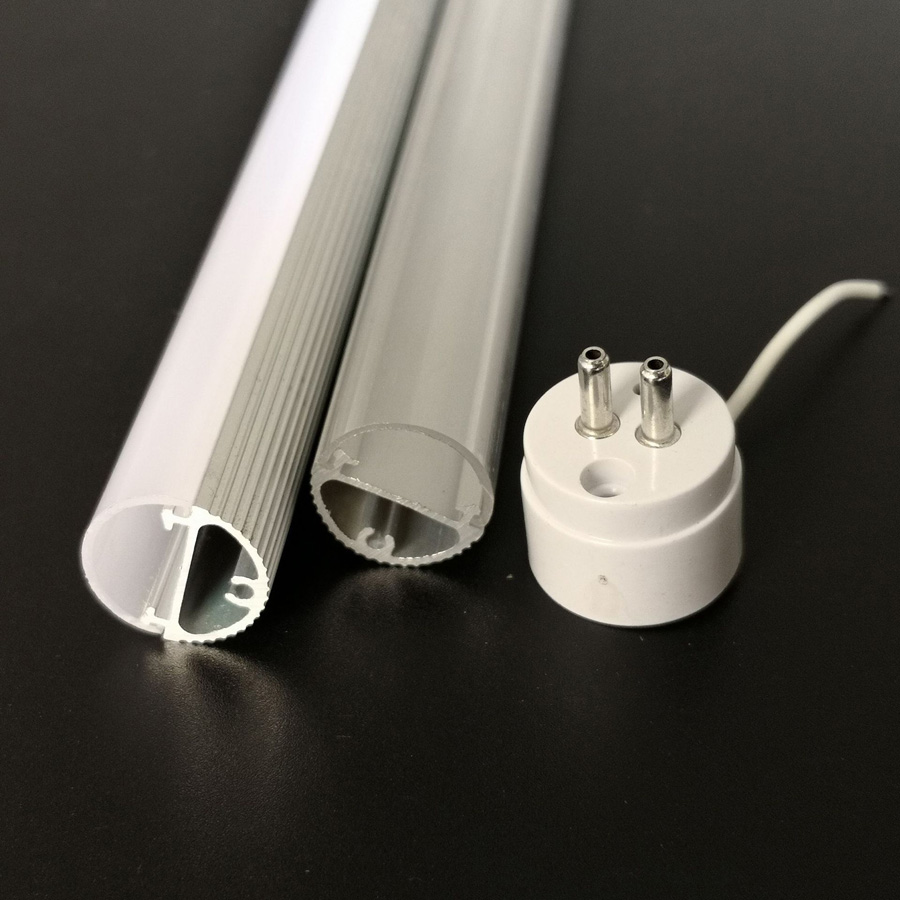
Umgang mit Werkzeugverkalkung bei der Verarbeitung von LED-Kunststoffschalen
Umgang mit Formverzunderung bei der Verarbeitung vonLED-Kunststoffschalen
Bei der Herstellung und Verarbeitung von Kunststoffhüllen wird man von einem schwierigen Problem verwirrt, gefolgt von der Lösung des Verzunderungsproblems von Kunststoffhüllen. Viele Topffreunde kennen auch einige Lösungen rund um das Skalieren von Kunststoffschalenformen.
1. Um die Schimmelskalierung der Kunststoffschale zu lösen, müssen wir klarstellen, dass dies die Gründe sind. Dann besprechen Sie, dass es zu Verschmutzungen des Kunststoffgehäuses kommen kann. Wenn der Zersetzungsreaktant des Rohmaterials zum Formen in die Kunststoffhülle eingespritzt wird, sind die extreme Scherbeanspruchung der Lösungsfließfähigkeit, das unsachgemäße Auspuffrohr und die dadurch verursachte Formverschmutzung oft die Zusammensetzung verschiedener Elemente, und es ist schwierig Finden Sie heraus, wie sich Schimmelpilze entwickeln und wie Sie sie verhindern können, und es kann einige Tage dauern, bis Schimmelpilze erscheinen.
2. Wenn es plötzlich zu Formverzunderungen kommt, kann dies auf Änderungen der Kunststoffschale im Formteilstandard oder auf das Entfernen und Ersetzen verschiedener Chargen von Formrohstoffen zurückzuführen sein. Zuerst die Schmelztemperatur genau messen, um zu prüfen, ob sich die Schmelze gelöst hat (z. B. brennende Partikel). Prüfen Sie außerdem, ob die Kunststoff-Formrohstoffe durch Fremdchemikalien verunreinigt sind und ob die gleichen Rohstoffe zur Beseitigung von Umweltbelastungen verwendet werden sollten. Überprüfen Sie das Auspuffrohr des Kunststoffgehäuse-Schleifwerkzeugs.
3. Prüfen Sie die Anlage im Betrieb: Verwenden Sie eingefärbte Formrohstoffe (außer grau und schwarz). Schalten Sie die Kunststoffmaschine nach etwa 20 Minuten aus und entfernen Sie die Düse und den Anschlussblock. Wenn es zusammen mit der Extruderschnecke zerlegt wird, überprüfen Sie das Rohmaterial auf brennende Partikel, untersuchen Sie die Farbe des Rohmaterials und finden Sie schnell die Quelle der Formverschmutzung heraus.
4. Diese Technik eignet sich am besten für kleinere Kunststoffmaschinen, während größere Schneckendurchmesser von 40 mm Extruder sind. Beim Formen anderer Rohstoffe kann das Entfernen von Formzunder auch die Qualität des Kunststoffgehäuses verbessern. Diese Vorsichtsmaßnahme gilt auch für das Spritzgießen von Heißkanalsystemen.
5. Die Formverkrustung des Kunststoffschalen-Schleifmittels führt zu Erscheinungsfehlern der spritzgegossenen Produkte, insbesondere der Kunststoffschale mit Oberflächenätzung, und die Oberflächenreparatur der Kunststoffschale kann gemäß der Sandstrahlmaschine durchgeführt werden.
Bei der Herstellung und Verarbeitung von Kunststoffhüllen wird man von einem schwierigen Problem verwirrt, gefolgt von der Lösung des Verzunderungsproblems von Kunststoffhüllen. Viele Topffreunde kennen auch einige Lösungen rund um das Skalieren von Kunststoffschalenformen.
1. Um die Schimmelskalierung der Kunststoffschale zu lösen, müssen wir klarstellen, dass dies die Gründe sind. Dann besprechen Sie, dass es zu Verschmutzungen des Kunststoffgehäuses kommen kann. Wenn der Zersetzungsreaktant des Rohmaterials zum Formen in die Kunststoffhülle eingespritzt wird, sind die extreme Scherbeanspruchung der Lösungsfließfähigkeit, das unsachgemäße Auspuffrohr und die dadurch verursachte Formverschmutzung oft die Zusammensetzung verschiedener Elemente, und es ist schwierig Finden Sie heraus, wie sich Schimmelpilze entwickeln und wie Sie sie verhindern können, und es kann einige Tage dauern, bis Schimmelpilze erscheinen.
2. Wenn es plötzlich zu Formverzunderungen kommt, kann dies auf Änderungen der Kunststoffschale im Formteilstandard oder auf das Entfernen und Ersetzen verschiedener Chargen von Formrohstoffen zurückzuführen sein. Zuerst die Schmelztemperatur genau messen, um zu prüfen, ob sich die Schmelze gelöst hat (z. B. brennende Partikel). Prüfen Sie außerdem, ob die Kunststoff-Formrohstoffe durch Fremdchemikalien verunreinigt sind und ob die gleichen Rohstoffe zur Beseitigung von Umweltbelastungen verwendet werden sollten. Überprüfen Sie das Auspuffrohr des Kunststoffgehäuse-Schleifwerkzeugs.
3. Prüfen Sie die Anlage im Betrieb: Verwenden Sie eingefärbte Formrohstoffe (außer grau und schwarz). Schalten Sie die Kunststoffmaschine nach etwa 20 Minuten aus und entfernen Sie die Düse und den Anschlussblock. Wenn es zusammen mit der Extruderschnecke zerlegt wird, überprüfen Sie das Rohmaterial auf brennende Partikel, untersuchen Sie die Farbe des Rohmaterials und finden Sie schnell die Quelle der Formverschmutzung heraus.
4. Diese Technik eignet sich am besten für kleinere Kunststoffmaschinen, während größere Schneckendurchmesser von 40 mm Extruder sind. Beim Formen anderer Rohstoffe kann das Entfernen von Formzunder auch die Qualität des Kunststoffgehäuses verbessern. Diese Vorsichtsmaßnahme gilt auch für das Spritzgießen von Heißkanalsystemen.
5. Die Formverkrustung des Kunststoffschalen-Schleifmittels führt zu Erscheinungsfehlern der spritzgegossenen Produkte, insbesondere der Kunststoffschale mit Oberflächenätzung, und die Oberflächenreparatur der Kunststoffschale kann gemäß der Sandstrahlmaschine durchgeführt werden.
Vorherige:Ursachen von LED-Lichtschäden
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie