- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Eine der PC-Extrusionsbedingungen ist die Materialanalyse
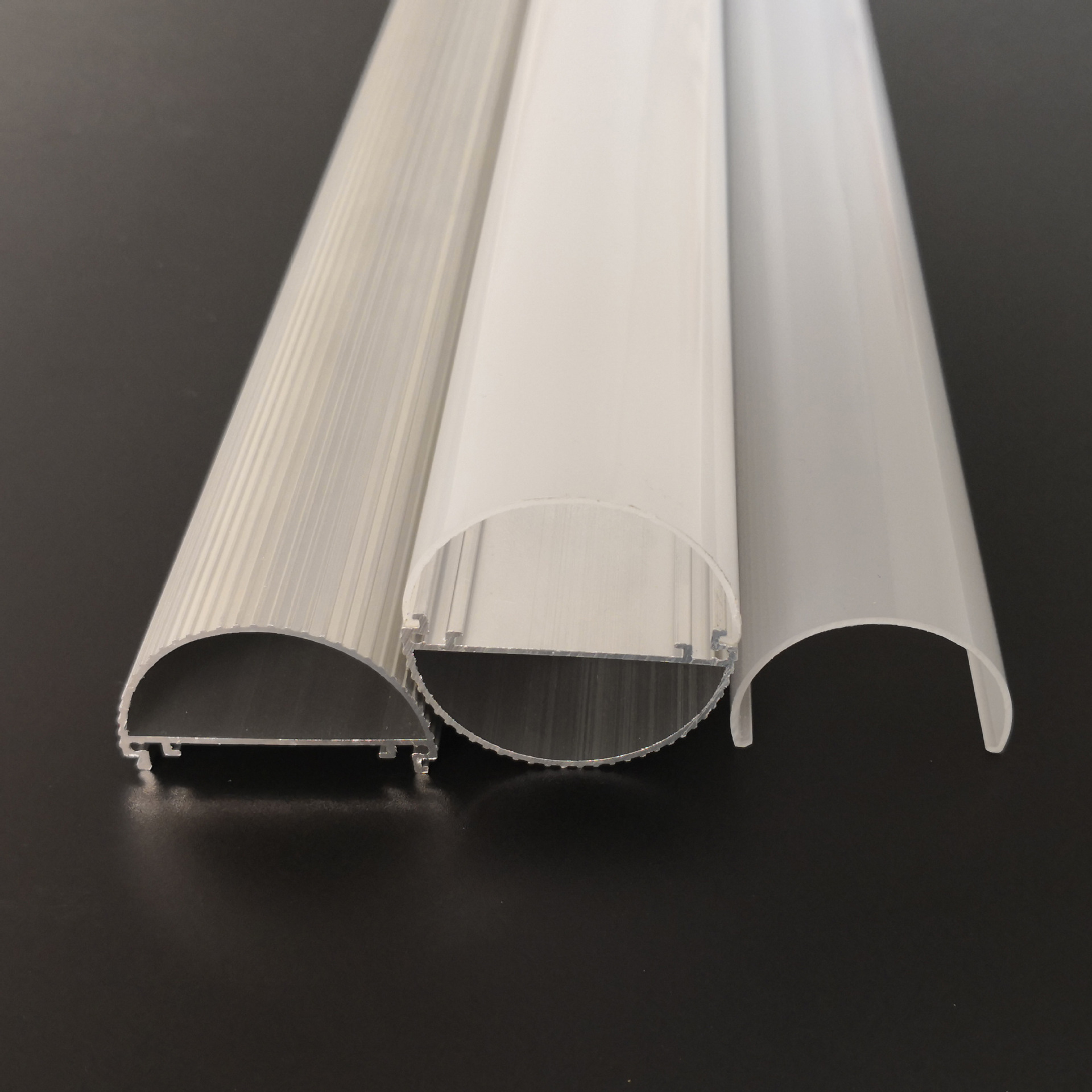
Das gängige Verhältnis von PC/ABS-Materialien auf dem Markt beträgt 60 bis 70 % PC und 30 bis 40 % ABS. Die unterschiedlichen Anteile dienen hauptsächlich dazu, die Fließfähigkeit der Schmelze, die Formbarkeit, die Galvanisierbarkeit und das Aussehen von PC zu verbessern sowie die Hitzebeständigkeit, Schlagzähigkeit und Steifigkeit von ABS-Produkten zu verbessern. Im Hinblick auf das Gesamtziel der Modifikation sind jedoch die Erzielung einer guten Formbarkeit, eines guten Erscheinungsbilds und die Reduzierung der PC-Kosten am wichtigsten. PC/ABS ist wie PVC-U ein amorphes Polymermaterial, dessen Form sich mit der Temperatur ändert, wie in Abbildung 1 dargestellt, wobei Tg die Glasübergangstemperatur, Tf die Übergangstemperatur der viskosen Flüssigkeit und die Indizes 1 und 2 darstellen PVC-U- und PC/ABS-Materialien. Aus Abbildung 1 ist ersichtlich, dass die Gesamtform der beiden mit der Temperatur ähnlich ist, das PC/ABS-Material jedoch eine relativ hohe Glasübergangstemperatur und eine viskose Fließübergangstemperatur aufweist.
Dem Vergleich der Leistungsparameter der beiden Materialien zufolge sind Dichte und Ausdehnungskoeffizient der beiden Materialien gleichwertig und die Schrumpfungsrate unterscheidet sich kaum. Abgesehen von dem großen Unterschied in der Formumwandlungstemperatur gibt es nur einen gewissen Unterschied in der Schmelzflussrate. Dies zeigt, dass die Extrusionsformstruktur von PC/ABS-Material auf der Grundlage der PVC-U-Extrusionsformstruktur aufgebaut werden kann, aber aufgrund der Unterschiede einiger Leistungsparameter kann die Extrusionsformstruktur nicht völlig gleich sein, da dies sonst der Fall wäre a Serienformungsprobleme. Beispielsweise ist die Schmelzflussrate von PC/ABS viel höher als die von PVC-U-Material, was darauf hindeutet, dass sein Fließzustand im geschmolzenen Zustand besser ist, sodass der Abstand zwischen dem Extrusionsdüsenkopf und der Formdüse nicht zu groß sein sollte groß, sonst dringt der Vorformling vom Düsenkopf in die Form ein. Während des Formvorgangs kann es aufgrund übermäßiger Biegeverformung leicht zu Formblockaden kommen.
JE ist eine Fabrik, die sich auf die Produktion von Kunststoffextrusionen spezialisiert hat. Weitere Einzelheiten finden Sie unter:
Oder wenden Sie sich bitte an:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie