- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Dinge, die vor der Extrusionsproduktion von Aluminiumprofilen für LED-Röhrengehäuse beachtet werden müssen
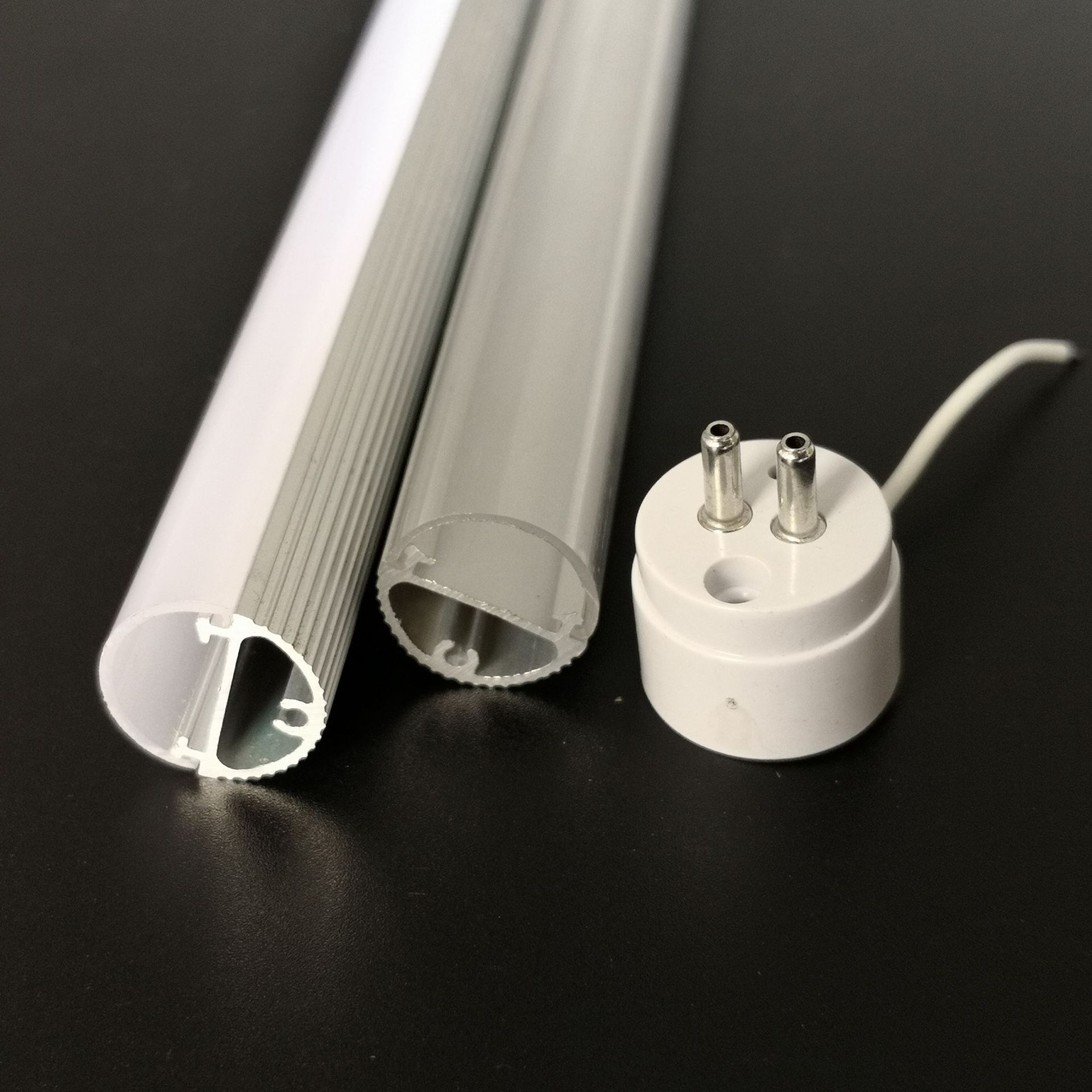
Die Firma JE extrudiert täglich viele Aluminiumprofile auf der Maschine. Sind Sie neugierig, wie unser Unternehmen die Qualität und Stabilität der Aluminiumextrusion sicherstellt? Tatsächlich ist jeder Schritt des Extrusionsprozesses sehr wichtig. Heute stellt Ihnen der Redakteur die Vorsichtsmaßnahmen vor der Aluminiumextrusion unserer Firma JE vor:
(1) Verwenden Sie fortschrittliche Instrumente, um die Maßhaltigkeit, Härte und Oberflächenrauheit der Form online und offline zu ermitteln. Die Formen, die die Inspektion und Abnahme bestehen, werden registriert, in das Lager gebracht und ins Regal gestellt, und das Arbeitsband zum Polieren des Formlochs wird bei Gebrauch herausgenommen, und die Umleitungsform, Profilform und Formunterlage werden zusammengebaut und inspiziert und zum Erhitzen an die Maschine gesendet, wenn die Richtigkeit bestätigt wurde;
(2) Die Heiztemperatur des Aluminiumprofil-Extrusionswerkzeugs und der Matrize vor der Maschine ist angegeben: Extrusionszylinder: 400–450 °C, Extrusionskissen: 350 °C, Matrizenkissen: 350–400 °C, Flachdüse: 450– 470 °C, geteilte Form: 460~480°, die Haltezeit errechnet sich nach der Dicke der Form (1.5~2 Minuten/mm);
(3) Die Erwärmungszeit des Aluminiumprofil-Extrusionswerkzeugs und der Matrize im Ofen darf 10 Stunden nicht überschreiten. Wenn die Zeit zu lang ist, kann das Arbeitsband des Matrizenlochs leicht korrodieren oder sich verformen;
(4) In der Anfangsphase der Extrusion von Aluminiumlegierungsprofilen muss der Druck langsam ausgeübt werden, da die Aufprallkraft wahrscheinlich ein Blockieren der Form verursacht. Wenn die Form verstopft ist, halten Sie die Maschine sofort an, um zu verhindern, dass das Arbeitsband des Matrizenlochs gequetscht wird.
JE ist eine Fabrik, die sich auf die Herstellung von LED-Röhrengehäusen spezialisiert hat. Weitere Röhrengehäuse finden Sie unter:
https://www.jeledprofile.com/led-tube-housing
Für weitere Informationen wenden Sie sich bitte an:sales@jeledprofile.com
Tel/Whatsapp/Wechat: 0086 13427851163
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie